在EPS发泡板(聚苯乙烯泡沫)的加工领域,一提起数控切割,很多人第一反应往往是传统的“电热丝热切割”。但随着包装、建筑及工艺造型行业对精度和环保要求的日益严苛,高频数控振动刀切割机正成为EPS加工领域一匹强劲的黑马。许多人会有疑问:振动刀属于物理刀片切割,它切EPS泡沫真的好用吗?面对复杂的形状,它又是如何表现的?今天我们就完全贴合振动刀的技术特点,深入聊聊它是如何降伏EPS发泡板的。
振动刀切EPS:直面“切不了3D立体”的行业真相
首先,我们要坦诚一个技术事实:单从机械结构来看,标准的振动刀确实切不出圆润的3D曲面(如半球体或波浪谷)。
但这并不意味着振动刀搞不定立体的EPS产品。在实际工业生产中,振动刀是通过以下两种高明的方式来玩转“立体结构”的:
1. “2.5D”立体斜切与插接工艺(化繁为简)
现代高配的振动刀切割机可以搭载智能斜切刀(V-Cut刀头)。
刀片不仅能垂直切,还能在电脑控制下精准倾斜15°、30°或45°裁切。
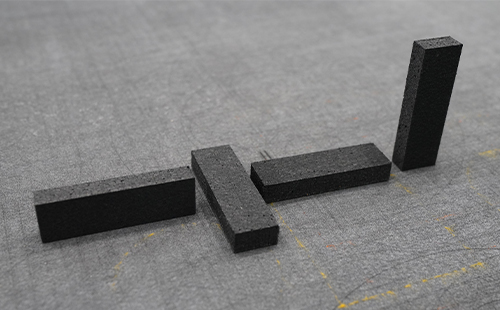
它可以直接在厚EPS板上切出斜坡口、燕尾槽。通过在平面板材上切出精密的凹凸卡槽,工人像拼积木一样就能将其组合成极其稳固的3D立体包装盒或建筑保温构件。
2. 3D解构:变“立体雕刻”为“分层叠切”
对于做精密电子、仪器仪表EPS内衬的厂家,很多看似复杂的3D凹槽,其实在设计阶段就被解构了。
软件将一个3D结构的泡沫内衬,横向横切成几层平面的薄板。
振动刀利用其超高的平面异形切割速度,把这几层不同镂空形状的EPS薄板分别切好,最后叠压粘合。这种工艺比用传统雕刻机去“掏空3D粉尘”要快上数倍,且切面极度光滑。
相比热线和电锯,振动刀切EPS的三大硬核优势
为什么在特定EPS加工领域,厂家更愿意选择振动刀?这得益于它纯物理高频振动的独特切割机制:
1. 纯冷切割:无融化、无缩边、尺寸零误差
传统热丝切:依靠高温融化泡沫,在切割较厚或高密度的EPS时,由于热量传导,边缘容易发生“二次熔缩”,导致切出来的成品尺寸比图纸小一圈。
振动刀切割: 依靠每分钟数万次的高速上下往复运动,像手术刀一样硬生生将泡沫颗粒组织切断。不产生任何高温,EPS边缘不熔化、不缩边,整机重复定位精度高达±0.1mm,完美满足军工、精密仪器包装对尺寸的严苛要求。
2. 物理裁切:真正零烟雾、零气味
EPS属于聚苯乙烯,一旦用电热丝热熔或者激光烧灼,车间里立马会弥补一股刺鼻、微毒的塑胶烧焦味,环保检查极难过关。
振动刀是纯物理切割,加工过程中完全不产生任何烟雾和气味。同时,经过优化设计的特制EPS振动刀片,能将泡沫碎屑控制在极小范围内(甚至做到不掉渣),让车间彻底告别“泡沫雨”。
3. 即画即切:特异形、小圆孔的绝对王者
电热丝由于是一根线拉到底,它很难在EPS板中间切出一个个孤立的、微小的圆孔或复杂的镂空图案(热丝必须有进刀线和出刀线)。
振动刀则是垂直插刀进去切割。在电脑系统的指挥下,刀头可以在EPS板的任意位置直接下刀,轻松切出锐角、小圆孔、五角星等任意复杂的几何图案,打样极其灵活。

振动刀加工EPS常见问题(FAQ)
Q1:振动刀能切多厚的EPS泡沫板?
答: 振动刀的加工厚度主要取决于振动刀片的长度和刀头的行程。目前针对EPS发泡板,我们厂家配有专门的长刀头组件,标准机型可完美裁切150mm以内的硬质EPS、XPS(挤塑板)以及EVA海绵。
Q2:振动刀切EPS,刀片容易磨损折断吗?
答: 很多客户担心刀片插进泡沫里容易断。其实EPS属于多孔软质材料,对刀片的物理磨损非常小。我们采用的是进口钨钢特制刀片,韧性极高,只要不撞击高硬度硬物(如铁钉、台面),一把刀片可以连续稳定使用数月之久。
Q3:如何解决振动刀切泡沫时的静电粘附问题?
答: 泡沫在物理裁剪时难免产生静电。我们的振动刀切割机在出厂时,可选配工业级静电消除装置,在刀头切割的同时释放离子风,瞬间中和静电,让切下来的边角料和主料自动分离,绝不粘连刀头,确保设备24小时流畅运行。
虽然振动刀不是传统意义上的3D雕刻机,但它凭借“高精度、零熔缩、绿色环保、任意镂空”的强大物理特性,已经成为EPS高精包装、工艺拼图、轻质隔墙板等行业不可或缺的数控核心。
作为源头振动刀切割机生产厂家,我们拥有多年的泡沫、海绵等发泡材料裁剪调校经验。如果您对振动刀切EPS的效果仍有顾虑,欢迎随时联系我们进行免费带料打样测试,用看得见的品质为您打消所有顾虑!


