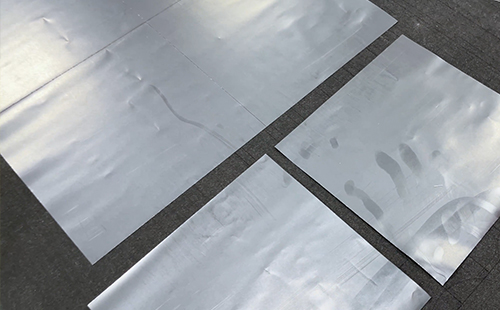
随着新能源、半导体、航空航天等高新技术产业的快速发展,石墨材料凭借其优异的导电性、耐高温性和易成型性,已成为电火花加工电极、精密模具、半导体热场部件和新能源电池负极等领域不可或缺的关键材料。然而,石墨脆性大、易崩边、加工粉尘多等特性,对切割加工工艺提出了极高要求。那么,数控刀片切割机在石墨切割中表现如何?是否能成为更优解决方案?本文为您详细解析。
石墨材料的特性与加工挑战
石墨是一种典型的脆性非金属材料,具有莫氏硬度仅为1-2级的低硬度特征,但脆性指数高达0.8(陶瓷为0.7),加工中极易产生崩边、微裂纹等缺陷。其独特的层状结构导致力学性能呈显著方向性差异,X/Y向抗压强度可达Z向的3-5倍。
在切割加工中,石墨主要面临以下几大挑战:
1.崩边与开裂风险。实验数据显示,当切削深度超过0.5mm时,崩边发生率提高40%以上。大刀盘在进行强力切削时,巨大的切削应力会向材料边缘传递,在即将切出工件的瞬间,由于缺乏支撑,极易造成大块的边缘崩落。
2.粉尘污染严重。石墨加工会产生大量超细颗粒物,高导电性的石墨粉尘可能对设备电路板造成短路隐患,并危害操作人员健康。在机加工过程中,约有15%的毛坯质量会转化为碎屑和粉尘。
3.刀具磨损快速。石墨粉末具有极强的磨蚀性,加工过程中会对刀具后刀面造成严重磨损。石墨在切削过程中会产生严重的磨粒磨损,细小的石墨颗粒会侵蚀刀具的前刀面和后刀面,尤其是在高速干铣削过程中。
数控刀片切割机切割石墨的工作原理
数控刀片切割机主要采用高频振动刀技术,通过刀片上下高速振动,实现对石墨材料的“微切削”。结合数控系统控制路径,可完成复杂图形的精准切割。与传统工艺相比,其优势在于:
1.非高温加工,不会改变石墨材料性能
2.切割过程平稳,减少崩边和裂纹
3.支持自动排版,提高材料利用率
数控刀片切割石墨的核心优势
1. 切割精度高
设备采用高精度伺服系统,误差可控制在±0.1mm以内,适用于高精密石墨制品加工。
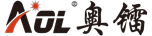
2. 边缘整齐无毛刺
振动刀切割属于冷加工方式,不烧边、不熔边,切口平整。
3. 粉尘可控,环保性更好
配合吸附平台和集尘系统,可有效减少石墨粉尘扩散。
4. 无需开模,节省成本
适合小批量、多品类订单,避免模具费用投入。
5. 自动化程度高
支持CAD导入、一键切割,减少人工干预,提高生产效率。
切割方式对比
1. 手工切割
手工切割的成本极低,几乎无需设备投入,操作灵活,适合小批量或临时加工。但其缺点也很明显:精度较差,依赖操作者技能,误差大;效率低下,无法连续生产;切割时易产生崩边和粉尘,安全隐患较大。
2. 冲压切割
冲压切割适合大批量生产,切割速度快,一次冲压成型可保证尺寸一致性。然而,它需要开模,模具成本高、周期长,导致灵活性差,更换产品时需重新制模;此外,对于复杂形状或薄壁石墨件,冲压时容易碎裂。
3. 激光切割
激光切割精度高,切缝窄,可加工复杂图形,切割速度快且自动化程度高。但激光存在热影响区,容易导致石墨边缘烧焦、氧化或产生微裂纹,可能改变材料表面性能(如导电性、硬度),同时设备成本较高,对操作环境有一定要求。
4. 数控刀片切割
数控刀片切割精度高(可达±0.05mm),边缘光滑无热损伤,不改变材料性能;无需开模,灵活性强,可快速切换加工图形;设备投入中等,维护成本较低。但切割速度略慢于激光,刀具磨损较快需定期更换,且对于微小孔加工能力有限。

如何选择适合的石墨切割设备?
在选购数控刀片切割机时,建议重点关注以下几点:
1.刀具配置:是否支持高硬度刀片,适配石墨材质
2.吸附平台:保证材料固定,减少振动影响
3.除尘系统:石墨加工必须配套高效除尘
4.控制系统:是否支持多格式文件导入,提高操作便捷性
5.品牌与售后:稳定性与长期使用成本同样重要
随着光伏、半导体、航空航天等产业的持续发展,市场对高质量石墨制品的需求将进一步增长。掌握专业的石墨切割技术,不仅能为企业降本增效,更是在高端制造产业链中占据有利位置的必然选择。相比传统方式,数控刀片切割机凭借高精度、无热影响、灵活高效等优势,正逐渐成为石墨切割领域的主流选择。引入数控刀片切割设备,不仅能提升产品质量,还能有效降低综合生产成本,是实现智能制造的重要一步。