PI膜材料特性与切割要求
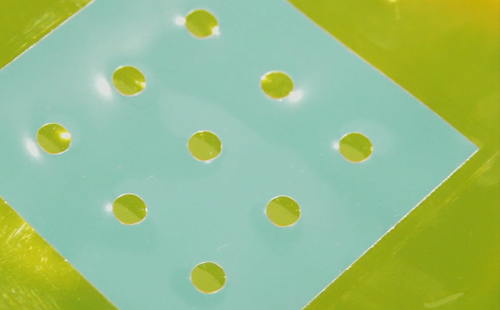
聚酰亚胺薄膜,又称PI膜或Kapton薄膜,是一种黄色透明的高性能聚合物材料。它由二酐和二胺经两步法合成聚酰胺酸,再通过热或化学亚胺化制得,相对密度约1.39-1.45,长期使用温度可达-269℃至260℃,短时可耐400℃高温。拉伸强度可达200MPa,介电强度100-300kV/mm,同时兼具优良的耐辐射性和耐化学腐蚀性能。
目前市场上PI膜的厚度规格涵盖4μm至200μm以上,常见规格包括0.033mm、0.038mm、0.05mm等。不同厚度和应用场景对切割工艺的要求差异显著——超薄PI膜(<25μm)易褶皱撕裂,厚膜(>125μm)则面临分层和变形风险。切割质量直接决定终端产品的电气绝缘性、结构完整性和使用寿命,因此选择合适的切割工艺尤为关键。
PI膜切割的四大核心痛点
痛点一:边缘碳化与热损伤。PI膜作为高分子材料,对热敏感。传统激光加工时,瞬时高温超过400℃易导致材料边缘碳化,透光率从90%骤降至70%以下,严重影响光学器件性能。碳化区域的绝缘电阻下降还可能引发短路隐患。
痛点二:毛刺与分层缺陷。传统机械模切依赖刀具物理冲切,在加工PI膜时极易产生切口毛边,需二次修整;对于厚度超过125μm的薄膜,还容易出现分层和变形现象。在超薄PI膜加工中,毛刺率普遍超过15%,严重影响良品率。
痛点三:超薄加工的褶皱难题。厚度小于25μm的PI膜表面张力仅为普通薄膜的1/3,传统切割方式产生的机械应力会直接导致膜面波浪形褶皱,加工难度呈指数级上升。
痛点四:模具成本与生产灵活性。传统模切工艺依赖钢制模具,单套模具成本可达5万元以上,加工复杂图形时需频繁换模(单次换模耗时超过2小时),且模具无法二次回收利用,在小批量多品种生产中成本较高。
PI膜切割主流技术对比
(一)传统机械模切
作为最早应用于PI膜加工的方法,机械模切使用钢制模具在机械压力下完成冲切。设备投资较低、操作直观,但切口边缘易产生毛刺和分层,切口宽度通常限制在0.3mm以上,加工精度约为±100μm。模具磨损快(加工高硬度PI膜时刀具寿命不足10万次),仅适合精度要求不高的中大批量生产。
(二)激光切割
激光波长10.6μm,通过热效应实现材料汽化,适用于50-200μm较厚PI膜的快速切割,加工速度可达20-50mm/s。但热影响区(HAZ)较大,可达50μm以上,易造成边缘碳化,影响材料的绝缘性能和光学品质。在电子级PI膜精密加工中,激光的热损伤问题限制了其应用范围。
(三)数控刀片切割机
相较于激光设备和传统模切,数控刀片切割机在以下四个方面展现出不可替代的价值:
零热影响,保障材料原生性能。PI膜在激光加工中,仍存在微米级热影响区。而数控刀片切割完全依靠机械剪切力,加工区温度始终维持在室温水平,切口边缘无任何碳化、熔边或热应力变形。对于对电气绝缘性能有严苛要求的PI绝缘片、变压器隔膜等产品,刀片切割是唯一能够100%保留材料原始介电强度和耐压等级的加工方式。
无模具成本,快速响应市场需求。传统模切需单独开模,模具费用动辄数万元,交货周期长达1-2周。数控刀片切割机仅需导入DXF/CAD格式的二维图纸,5分钟内即可完成图形识别与路径生成,最快可实现“上午接单、下午出货”的极速打样能力。对于多品种、小批量、迭代频繁的电子产品配套PI件加工,刀片切割机的柔性制造优势无可匹敌。
操作门槛低,安全性高。数控刀片切割机无需激光安全防护等级认证,操作界面通常为触摸屏+图形化引导,普通工人经半天培训即可独立上岗。设备无高压、高功率激光源,不存在激光辐射和反射伤害风险,车间部署灵活,尤其适合中小企业及打样中心使用。

综上所述,PI膜作为一种兼具耐高温、绝缘性强和稳定性高的高性能材料,其切割工艺的选择直接关系到产品品质与生产效率。从传统机械模切到CO?激光切割,再到数控刀片切割机,各种工艺各有优劣,但在当前多品种、小批量、高精度的市场需求下,数控刀片切割机凭借零热影响、高精度、无模具成本及操作便捷等优势,正逐步成为PI膜加工领域的主流选择。未来,随着电子制造行业对材料性能要求的不断提升,更加高效、柔性且稳定的切割解决方案,将成为企业提升竞争力的关键所在。
奥镭数控专业生产pi膜数控刀片切割机,如果你正在找一款pi膜切割机,欢迎咨询:15550487000!


